Reducing Environmental Impact
From energy conservation to reductions in waste, we strive to reduce our environmental impact each year. Measurement shows we are headed in the right direction - steadily reducing the carbon footprint, water use, energy use, and waste per pound of milk we process.
Our core goals for improving our operations, thereby reducing our environmental impact are:
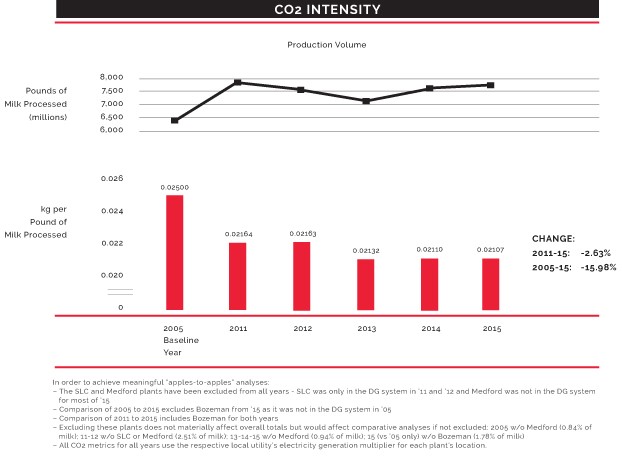
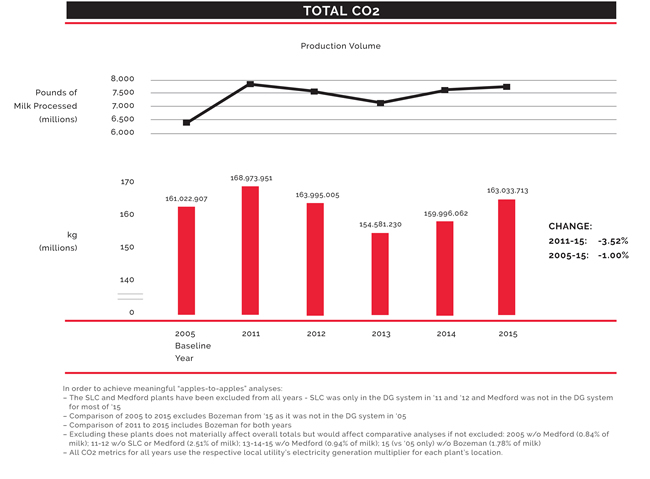
- Lowering the carbon footprint intensity of processing each pound of milk
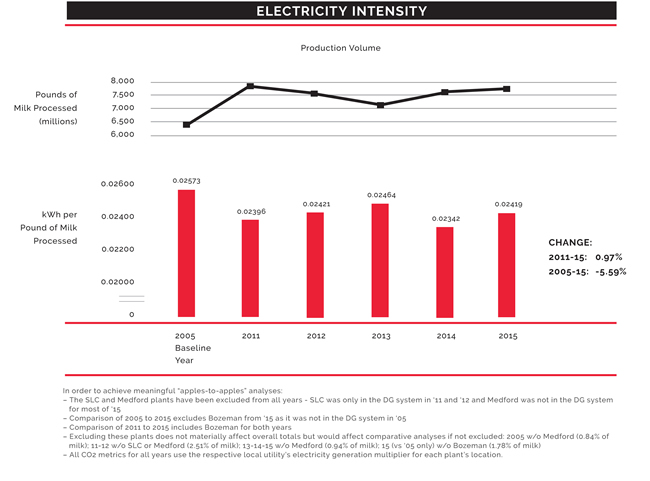
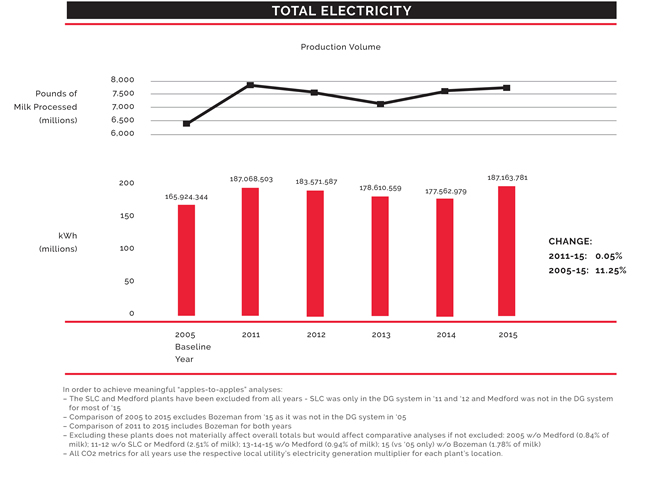
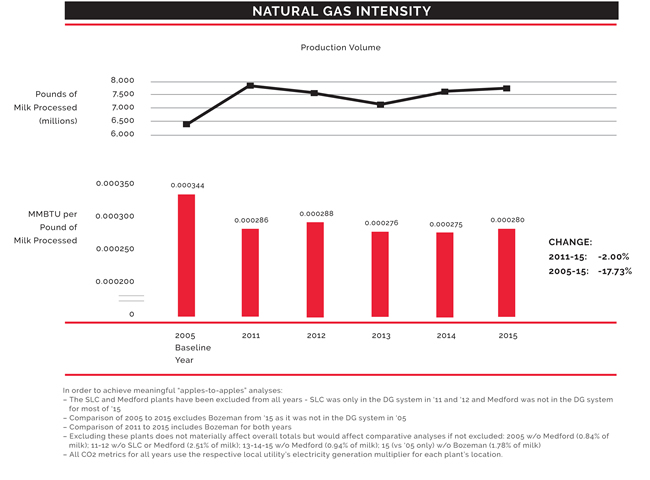
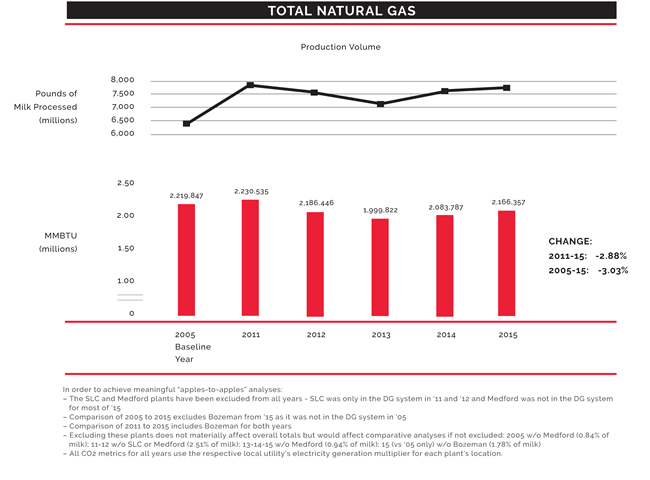
- Growing efficiency in our use of electricity and natural gas
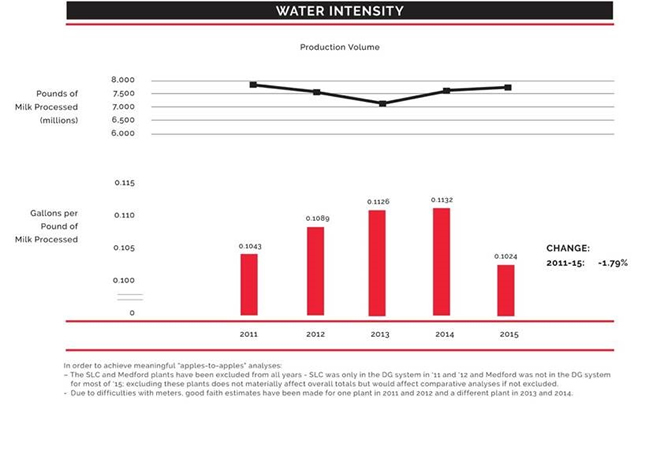
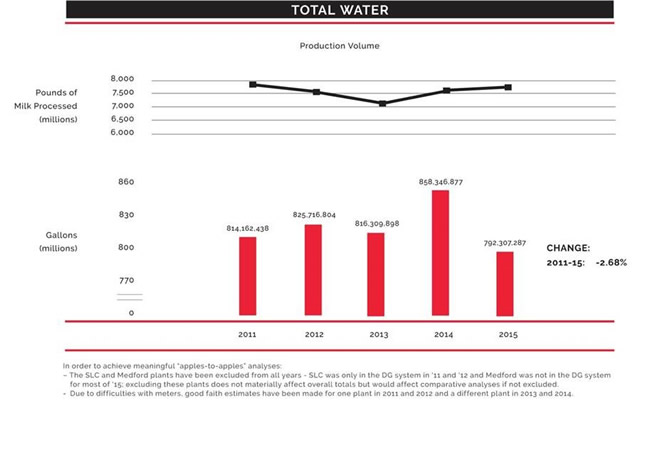
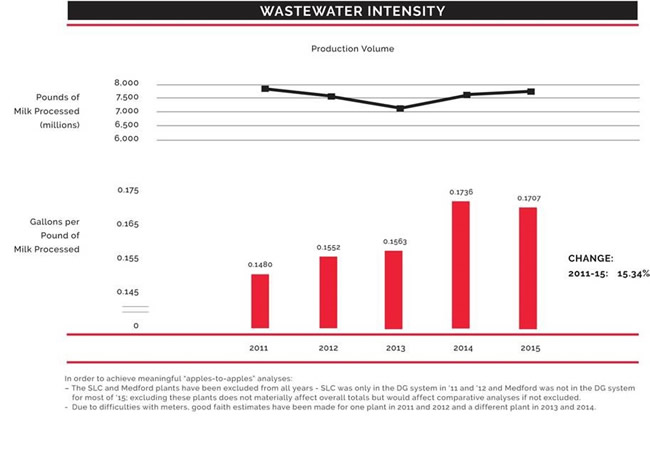
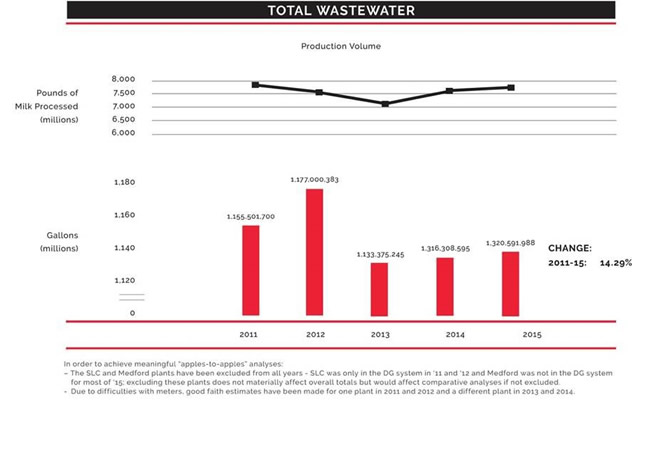
- Using less water and generating less wastewater per pound of milk we process
- Reducing the total amount of waste created across the supply chain and increase recycling
We have reduced our carbon footprint intensity by 2.6% over the past four years and by 16% since our baseline year of 2005.
Achieving Results for the Environment
Our co-op is innovative both at the farm level and at the processing and distribution facilities through these efforts: